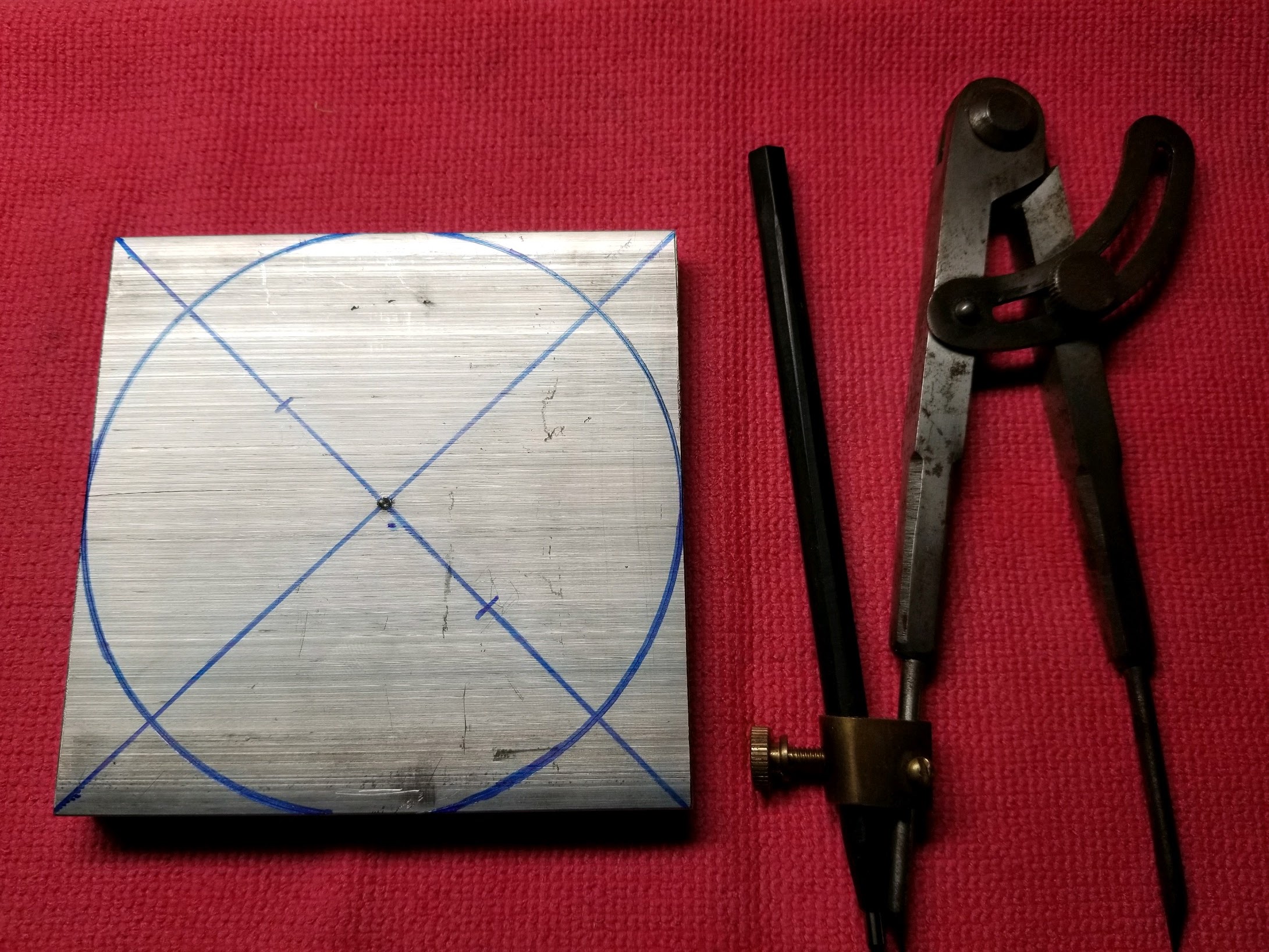
Here I am quarter way through the rough cutting process for the New Rotor. I'm taking a 4" x 4" x 0.5" square piece of aluminum, and cutting it into a 4" diameter x 0.5" thick round piece of aluminum. The setup for this process is elucidated here: New Rotor. On this first quarter of this process I was able to cut the circular marking line in half. This is kind of impressive for my meager setup.

I will probably have to finish the Rotor on a Lathe, or with a Lathe like process in order to get the balance required to spin it. What I am doing here is rough cutting to get the piece into a mostly circular shape before I cut the peripheral holes, and then I'll finish the circular cutting to make it pretty.

When you are cutting a big piece on a small tool you have to be careful not to overload the tool. There are many pieces of the clamping, table movement, and spindle that are in play here, and if you try cutting too much, too fast it can cause trouble. So, through Trial, and Error I have found a medium cutting speed, with a moderate amount of chatter. On average I am making cuts that are around 100 mils wide, and 30 to 50 mils deep for rough cutting. When I do a finish cut I'll be cutting around 5 mils wide, and all the way through the thickness of the part.

Then there is also the Spindle Speed, and the Feed Speeds to consider. All the table movements, and the spindle have Lash, and when you are cutting these clearances will cause the machine to chatter as it makes cuts. You are exerting intermittent forces on the work piece, and then the machine relaxes between cut cutting actions. So, your machine is regularly cutting, and relaxing, causing a mechanical resonance which is the chatter. When you make a light cut the chatter is relatively light. When you make a heavy cut the chatter becomes more significant. Taking off small amounts of material allows you to have very fine cuts with tighter tolerances, although it takes a lot more passes.
There is a setup time, and learning curve for each different piece you make. You will have to think through the process, look at cutting speed, feed speed, feed direction, and other things before you have a setup that does what you think you want to do. Also with any machine project you may find that your setup doesn't work the way you want it to, or is not capable of doing what you want to do in it's present state. Work arounds, and impromptu modifications are frequently necessary to make the cuts that I want to make. I have fabricated clamping, and holding pieces to make things before. Sure it would be nice to have a clamping set that is universal, but it is not practical. I try to focus on what we are cutting now, and will only buy, or make the tooling that is required for the current job. The next job will be something you haven't thought of before, and will require something different.